








Le soluzioni Autec
Combinando le nostre esperienze in settori produttivi differenti tra loro, offriamo soluzioni innovative per rispondere alle esigenze nei nostri clienti.

Linee Produttive automatizzate
Studiamo la migliore soluzione produttiva e il layout ad hoc per rispondere alle esigenze dei nostri clienti.

Applicazione agenti distaccanti
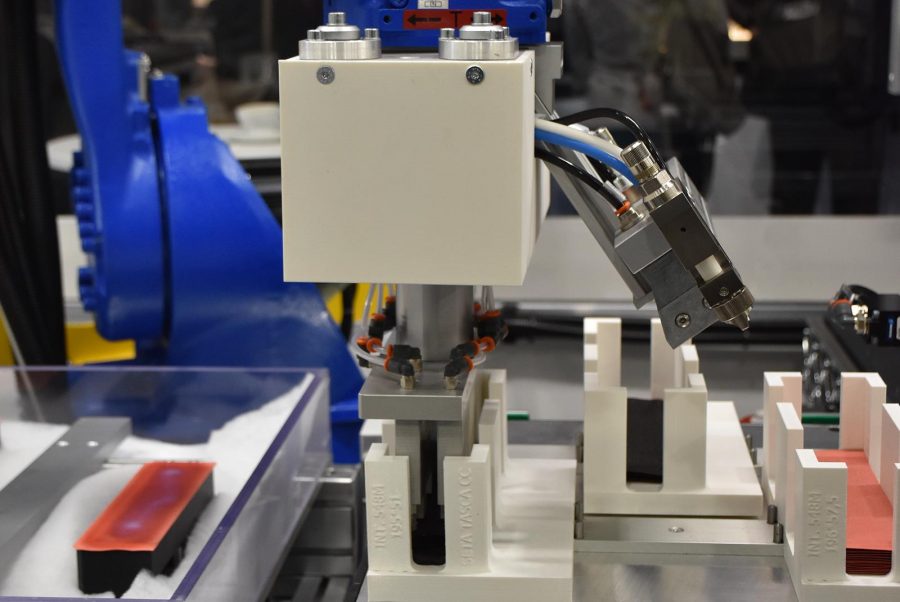
Impieghiamo robot antropomorfi con 6 assi per l’applicazione e distribuzione di agenti distaccanti a base acqua/solvente all’interno degli stampi.
Applicazione incollanti
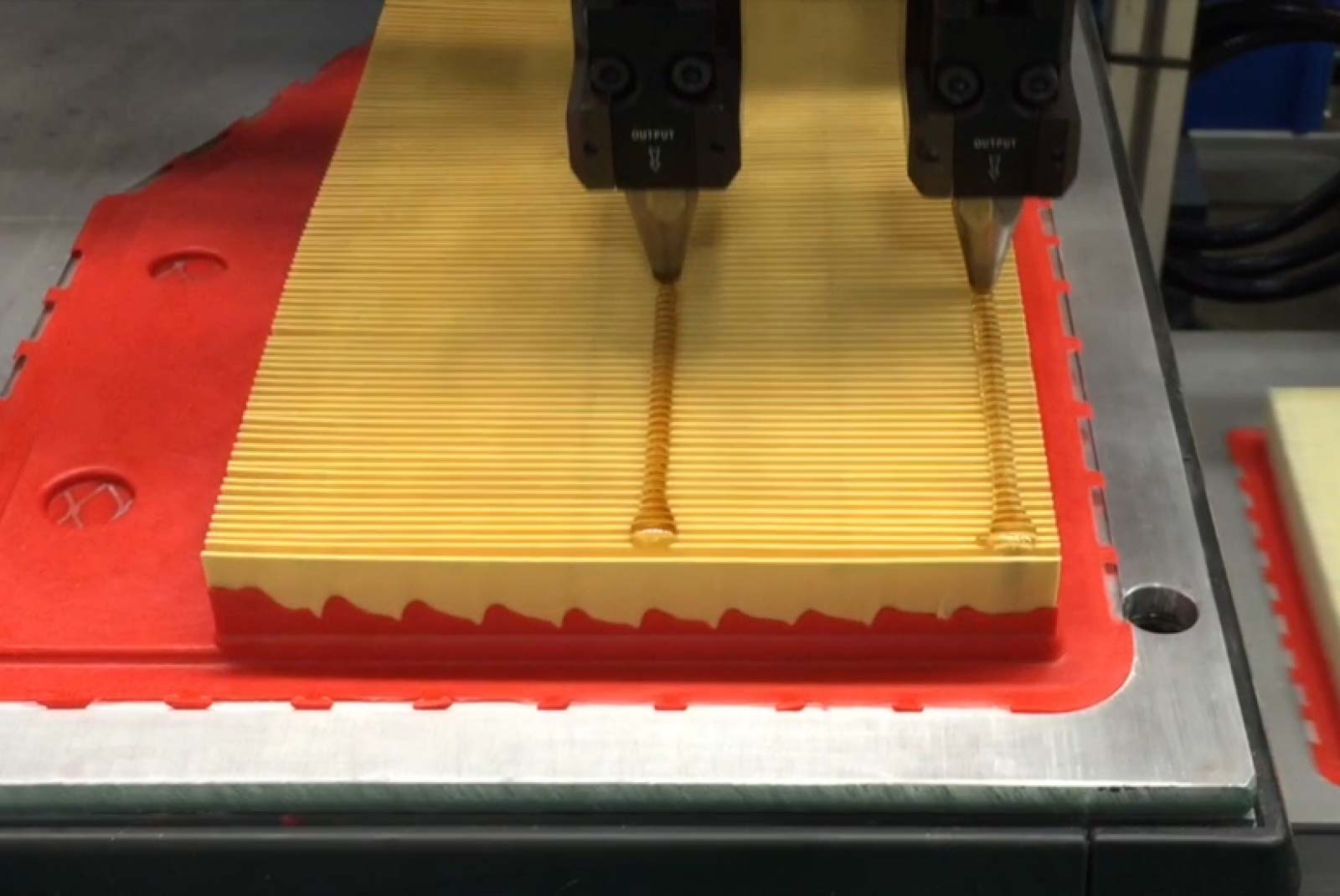
Impieghiamo robot antropomorfi con 6 assi per un’applicazione precisa di colle a base acqua o solvente, consentendo di ridurre il consumo del collante stesso.
Case Histories
La realizzazione di applicazioni in settori diversi tra loro ci stimola costantemente e ci consente di applicare soluzioni collaudate a nuovi problemi da risolvere.
Le applicazioni traggono i vantaggi dei settori in cui abbiamo più esperienza: automotive e calzaturiero. Lavoriamo con particolari identificati, tracciati e riferiti e sappiamo combinare i pregi di una produzione con grandi lotti con quelli di una produzione per lotti più piccoli e diversi tra loro, fornendo una automazione funzionale e a valore aggiunto.

Offriamo soluzioni per la produzione in automatico di ammortizzatori in PU. Ci integriamo con la tavola rotante di produzione del nostro partner Gusbi, al fine di automatizzare e avere sotto controllo il processo produttivo, dalla colata fino al sorting per modello dei prodotti finiti.

Offriamo soluzioni per la produzione in automatico e il controllo qualità di eco-filtri olio per automezzi. Ci integriamo con la tavola rotante di produzione del nostro partner GUSBI, per automatizzare e avere sotto controllo il processo produttivo dal carico della carta allo scarico dei prodotti finiti.
DAL 1993 esportiamo i nostri prodotti in tutto il mondo.
Siamo specializzati nella progettazione e realizzazione di automazioni industriali dove sono richiesti miglioramenti dei processi produttivi. Realizziamo soluzioni customizzate sulle esigenze dei nostri clienti e forniamo impianti chiavi in mano.
News & Eventi

